- The paper demonstrates that pore defects during laser DED of Al2024 arise from both ambient gas dissolution and metal vapor keyhole effects.
- It employs in-situ high-speed synchrotron X-ray imaging with 2 ms temporal and 4 μm spatial resolution, supplemented by CT, SEM, and EDS analyses.
- Findings reveal that controlling inert gas shielding and laser power is crucial to minimize the formation of persistent sub-4 μm pores at melt pool boundaries.
Experimental Methodology and Characterization Framework
The study presents a comprehensive real-time analysis of pore defect evolution during Laser Directed Energy Deposition (LDED) of Al2024, leveraging in-situ high-speed synchrotron X-ray imaging. The experimental setup, depicted in (Figure 1), integrates a DED system with synchronized X-ray diagnostics, enabling 2 ms temporal and 4 μm spatial resolution during the additive process. Ex-situ characterization was conducted via X-ray computed tomography (CT), with a voxel size of 1.6 μm, as well as scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS), to resolve the morphology and elemental composition of residual pores in fabricated parts.
Figure 1: (a) Schematic of LDED using in-situ synchrotron X-ray, (b) melt pool illustration, (c) CT cross-section showing pore distribution in a LDED-fabricated sample.
CT data indicate that porosity is dominated by sub-4 μm pores, with spatial localization preferentially at melt pool boundaries and the upper surface. The high spatial/temporal fidelity of the imaging system enables the direct observation of dynamic pore evolution in real time, a capability that far exceeds traditional post-process characterization.
Classification and Dynamics of Bubble Evolution
High-speed X-ray imaging reveals seven distinct types of bubble evolution within the melt pool, classified by formation site, kinematic behavior, and fate (disappearance, escape, or capture). Of these, three bubble types—denoted C, E, and G—are responsible for persistent porosity defects, being consistently captured by the solidification front or resulting from post-process shrinkage. Bubbles of types A, B, D, and F typically escape or collapse within the melt pool, not contributing substantially to final porosity.
Qualitative and quantitative image analysis establishes the trajectory and volumetric evolution of bubbles in each category (Figure 2). Crucially, increased pore formation is observed in environments lacking inert gas shielding and at elevated laser powers.
Figure 2: Synchrotron X-ray data of melt pool bubbles, including inert gas effects, classification of pore types, trajectories, and bubble volume evolution for defect-forming categories.
Empirical data indicate a monotonic relationship between laser power and both the number and maximum size of pores, supporting tight process-structure-property interdependence (Figure 3).
Figure 3: Effect of laser power on spatial distribution and areal density of pores in the LDED process.
The research identifies two primary mechanisms underlying pore initiation and retention:
- Dissolution and Precipitation of Ambient Gases: Surface contact with air or high solubility gases leads to nitrogen and oxygen dissolution into the melt. Sharp thermal gradients during solidification precipitate these gases, nucleating bubbles at boundaries, especially in the absence of inert shielding (mechanism I).
- Metal Vapor Formation via Keyhole Phenomena: Intense localized heating causes aluminum vaporization, resulting in recoil pressure and transient keyhole formation. Collapse or instability of the keyhole detaches vapor bubbles, which are subsequently trapped by the advancing solidification front (mechanism II).
EDS mapping correlates elemental composition (presence/absence of O, N) with observed bubble types, providing chemical evidence for mechanism differentiation (Figure 4).
Figure 4: (a) SEM micrograph of pores; (b-d) EDS maps of Al, O, N in pores; (e) Solubility curves for gases in aluminum; (f-g) X-ray evidence of pore collapse dynamics.
Thermodynamic data underpinning these mechanisms demonstrate orders-of-magnitude reductions in N and O solubility across relevant temperature ranges, while inert gases (He, Ar) exhibit significantly lower solubility and reactivity.
Computational and Atomistic Simulation: Corroborating Experimental Observations
The study employs multiphysics computational fluid dynamics (CFD) and molecular dynamics (MD) to model melt pool flow, thermal gradients, and bubble kinetics. Simulations reproduce experimentally observed flow patterns, temperature fields, and bubble trapping at the mushy zone adjacent to the solidification interface (Figure 5 and Figure 6), supporting the role of flow-induced and phase-boundary-driven trapping of gas or vapor bubbles.
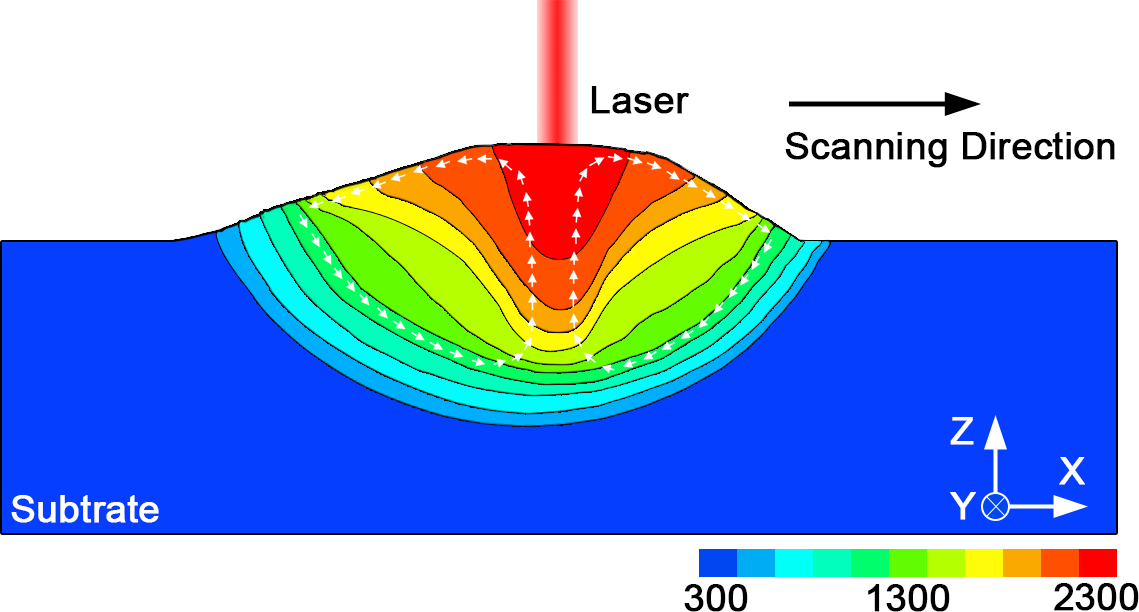
Figure 5: CFD-derived temperature and velocity fields in the melt pool, illustrating the dominant Marangoni-driven circulation.
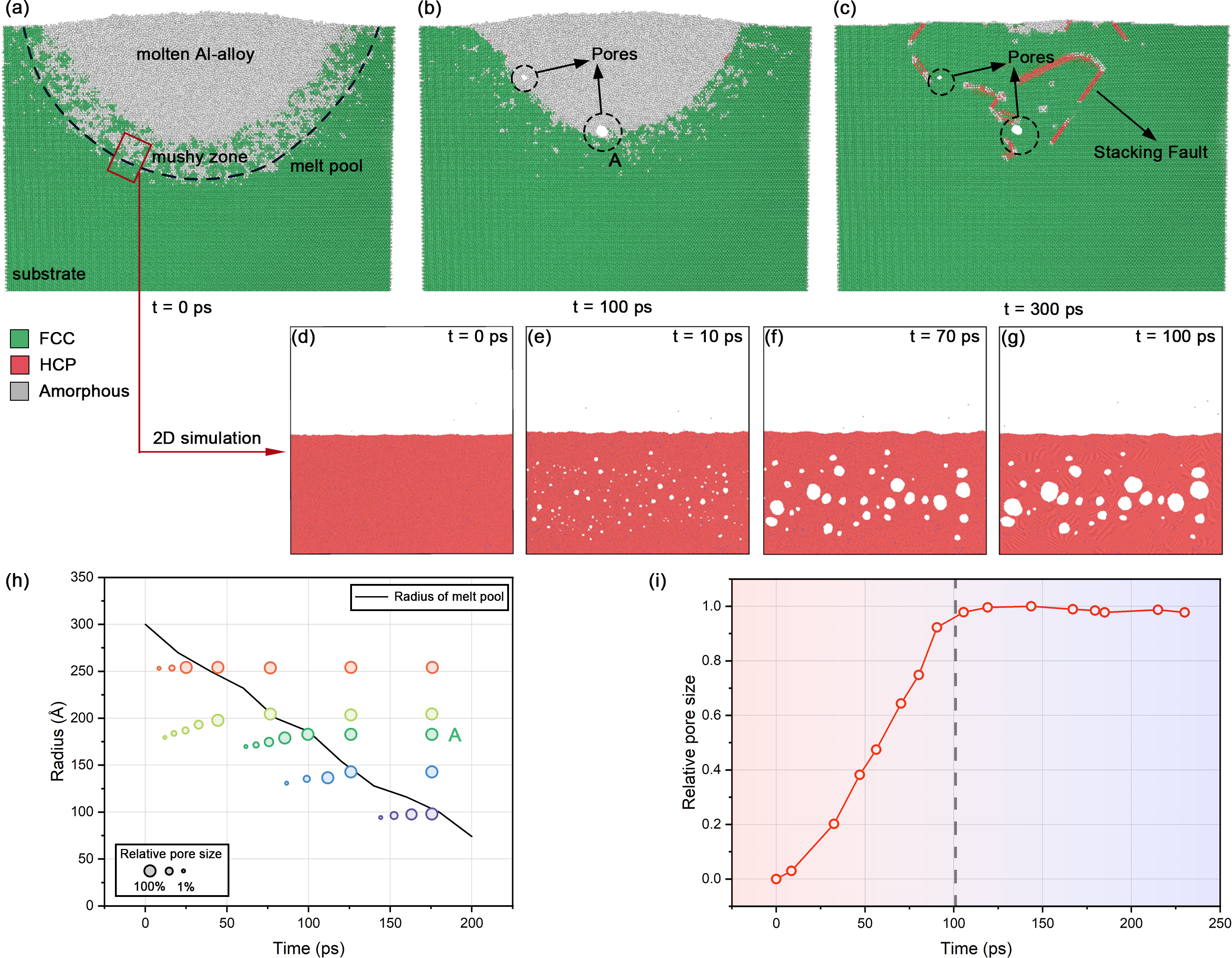
Figure 6: Snapshots of atomistic simulation during solidification, showing bubble nucleation, growth, and immobilization at the melt pool periphery; bubble volume evolution is quantitatively tracked.
For high power/velocity ratios, MD simulations capture the nucleation and detachment of metal vapor bubbles within a dynamically unstable keyhole, mirroring experimental bubble formation and capture (Figure 7).
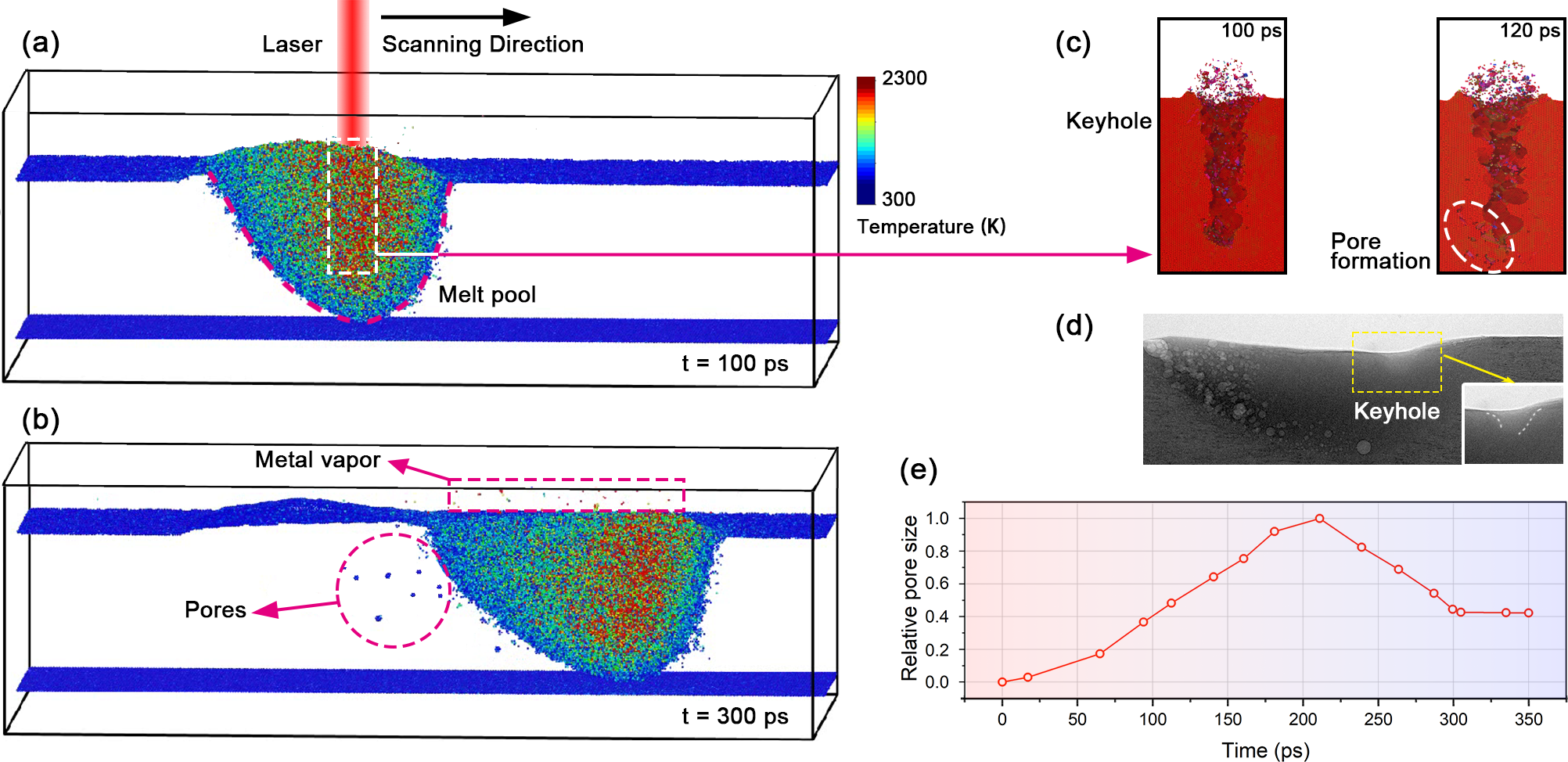
Figure 7: MD simulation of laser scanning reveals metal vapor bubbles and keyhole collapse, validated by in-situ X-ray imaging and simulated bubble volume trajectories.
Practical and Theoretical Implications
The confluence of in-situ imaging and atomistic modeling provides a detailed causal link between process parameters, ambient environment, and persistent pore defect formation in Al-based LDED. The results indicate that optimization strategies should focus on:
- Employing inert, low-solubility shielding gases (preferably argon) to minimize gaseous pore nucleation.
- Regulating laser power to operate below thresholds favoring persistent keyhole-induced vapor bubble formation.
- Engineering solidification profiles (via controlled cooling and scanning protocols) to promote bubble escape rather than entrapment.
- Recognizing the enhanced role of the mushy zone in bubble immobilization, influenced by local temperature gradients and melt flow dynamics.
The findings challenge prior assumptions of exclusively keyhole-driven porosity and quantitatively detail the competing roles of dissolved gases and vaporization effects. The process insights are applicable not only to aerospace-grade alloys but extend to diverse powder-bed and direct energy deposition modalities, with broader implications for additive manufacturing of defect-sensitive alloys.
Conclusion
By integrating real-time synchrotron X-ray imaging, advanced CT, SEM/EDS characterization, and multiscale simulation, this study elucidates the dual-mechanism pore formation in LDED of aluminum alloys. The authors provide robust evidence that both ambient gas precipitation and metal vapor generation—modulated by processing atmosphere and thermal regime—determine pore retention. The work informs process optimization to mitigate porosity via ambient control, power moderation, and thermal management. Prospective developments could include real-time feedback control and tailored alloy or shielding gas selections, driving further reductions in additive manufacturing defects and enabling superior mechanical performance in critical structural applications.